Simple trend of detection methods
Looking at the process planning characteristics of several generations of automobile engine production lines, it can be clearly seen that in order to comply with the current multi-variety product strategy, engine manufacturing technology has been greatly developed. Taking the crankshaft as an example, in general, the crankshaft production process can be divided into three stages of roughing, heat treatment and finishing. In fact, no matter which stage of the manufacturing process, the changes that occur during this period are very large. The following is the most important journal grinding in the finishing stage.
From the 1990s to the first 10 years of the 21st century, the mainstream method of crankshaft journal grinding is CNC high-speed special crankshaft grinding machine. The main journal generally adopts multi-wheel cutting-type grinding, and the connecting rod neck is equipped with several grinding machines, such as small and medium-sized. The four-cylinder gasoline engine is equipped with two sets, which are used to machine the connecting rod journals of 1, 4 and 2, respectively. In most cases, the two processes of rough grinding and fine grinding are done simultaneously on one machine. Taking the crankshaft line in the first phase of the Volkswagen Powertrain (Shanghai) project as an example, the grinding process consists of three CNC high-speed dedicated crankshaft grinders, including a main journal and two connecting rod journals, plus a special shaft head and method. The two devices of the blue grinding. However, since the beginning of the 21st century, the grinding machine with higher processing efficiency and better flexibility has gradually replaced the dominant position of the finishing process of the crankshaft line. Landis (UK) and Volkswagen Powertrain (Shanghai), which are equipped on the crankshaft production line of the EA888 series engine built by Shanghai Volkswagen in 2009, were equipped on the EA111/EA211 line of the second phase of the project completed in 2011 and 2012. The corresponding products of Junker (Germany) are typical representatives.

(a) Semi-automatic multi-parameter comprehensive inspection tool

(b) Intelligent check gauge composed of multiple hand-held single-parameter gauges Figure 1 Two intelligent inspection stations
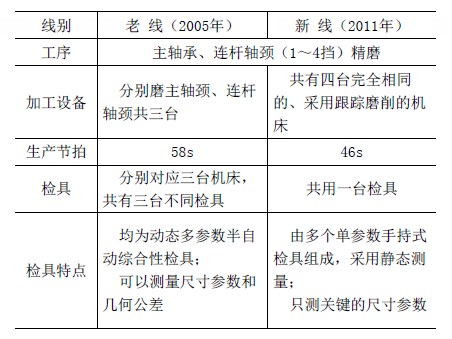
Because of this, with the diversification of modern enterprise production mode and the continuous development of manufacturing technology and corresponding process equipment, the on-line inspection tools disposed between the production lines have become simple and flexible. It is still illustrated by an online inspection tool placed next to the grinding line of the crankshaft production line, as shown in Figure 1.
Although both gauges are intelligently detected, Figure 1a is a semi-automatic multi-parameter comprehensive gauge for the five-speed spindle neck. It is used with the other two for the 1st, 4th, 2nd and 3rd gears. The inspection tool of the process constitutes a similar detection method. The dynamic (slewing) measurement method can not only measure the dimensional parameters, but also check the geometric tolerances such as roundness, convexity, taper and runout. In terms of configuration, the three inspection tools correspond to three specific grinding machines, and the production cycle is 58s. Different from the comprehensive gauge in Figure 1a, Figure 1b is an intelligent test bench consisting of multiple handheld single-parameter gauges. It is suitable for operation with a new grinding process, which fully reflects the simplicity. And flexible trends. Different from the previous one, the range of service is the finishing process of all the main neck and the connecting rod neck. This is because the new line uses follow-up/tracking grinding technology, and the grinding of the connecting rod journal and the main journal can be done on the same machine. After the implementation of the new process, while the flexibility is greatly improved, the manufacturing quality has also been significantly improved, especially the geometric tolerances such as roundness. One of the reasons is that in addition to the improvement of its own quality (including grinding wheel), the new equipment also adopts a number of new technologies, one of which is as described above. With the Adcle1200 instrument, the roundness of the journal is controlled within 2μm, compared with the previous one. 4 ~ 4.5μm has a significant improvement. In view of the fact that the index of the crankshaft is still 5 μm, the online inspection tool of the new line is changed from the original dynamic to static in this condition that can basically be guaranteed by the process. For similar reasons, all other geometric tolerances are no longer detected, and for the journal it is only necessary to measure one section instead of the original three. The difference between the detection methods of the two crankshaft lines is shown in the attached table.
Hitachi Launches New TX Series Escalator for
India, Asia and the Middle East

Tokyo, August 21, 2017 --- Hitachi, Ltd. (TSE: 6501, [Hitachi") and Hitachi Building Systems Co., Ltd. today announced the launch of the new TX Series escalator for India, Asia and the Middle East. The escalator has already been released in China*1, and will be released in stages across the remainder regions, commencing August 21, 2017.
In July 2016, Hitachi integrated its escalator businesses of Japan and China, consolidating its resources and enhancing its business operations in both countries, centered around its key business location in Guangzhou, China. The new TX Series escalator launched by Hitachi is a model that meets multiple standards in China, India, Asia and the Middle East. The model follows the same concept for the machine room-less elevator for Asia and the Middle East which was launched in September 2016. In addition to conforming to Chinese safety and quality standards for escalator equipment, the TX Series will be manufactured in accordance with Hitachi's own strict standards of safety and quality, adhering to safety standards in all other regions. It also adopts a functional design based on the concept of an escalator that fits closely with the unconscious actions of users, in the pursuit of their ease and comfort.
The TX Series offers flexibility with a selection of various product specifications, as well as its excellent design and safety features, designed to cater to a diverse range of customer needs. It also saves space required for the installation, covering a smaller area in comparison with existing products*2.
Hitachi will begin sales of the TX Series in Thailand, followed by launches in the Philippines, Malaysia and various other regions, and aims to receive orders of 10,000 units in 2018 in China, India, Asia and the Middle East.
Features of the TX Series
-
Safety
The TX Series offers various new safety features designed with optimal user safety in mind. The side portions of the steps are 8 mm higher than the central portion to prevent accidents in which a users' shoe can become caught between the step and the skirt (side wall) of the escalator. The new TX series has also been fitted with brushes located at foot level on the left and right skirts to let users know if their foot comes into contact with the side walls. A special finish has also been adopted for the landing plates at the entry and exit points of the escalator to prevent users from slipping when getting on and off the escalator. -
Design
The TX Series adopts a simple and functional design that offers the smoothness, safety and comfort that users unconsciously expect to experience when riding an escalator. For example, by minimizing the size of the metal frame supporting the escalator's balustrades, the TX Series' design maximizes the size of the glass surfaces, and achieves greater simplicity at the entrance and exit points (landings) by reducing the number of recesses and protrusions around the hand rail. Additionally, by expanding the installation space of the light fixture, the TX Series also enables enhanced lighting options for illuminating the entire surroundings of the balustrades. -
Space saving
By shortening the span dimensions*3 by 150 mm, the TX Series has made it possible to install escalators in more confined spaces where installation presents difficulties with conventional product designs.
*2 The made-in-China escalator, [SX series," which is previous model of [TX series."
*3 The span between the beam on upper floor and that on the lower floor of the escalator when the escalator is installed.
Hitachi Escalator Spare Parts,Hitachi Escalator Parts,Hitachi Driven Wheel,Hitachi Step Rollers
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjelevatordoorsystem.com