Abstract: This paper describes the design concept and process flow arrangement of the flexible production line of automobile engine block, and the layout features and advantages of the flexible production line, as well as the basic unit, high-speed machining center and intelligent logistics system that make up the flexible production line. Detailed analysis and introduction. The flexible production line is very suitable for multi-variety, small-batch, low-cost new automobile production mode, completely avoiding the scrapping of the entire line due to the replacement of the cylinder block, laying a foundation for future technological development, especially technology integration. .
introduction
The development of agile flexible production line is directly derived from the market demand. The automobile engine industry has been transferred from the single-type and high-volume production mode advocated by American Ford, which has been popular for half a century, to the Japanese Toyota company. Batch production mode, with the speed of product update and change, requires production equipment not only has good flexibility, but also has high production efficiency. With the development of tool technology and other mechanical technologies, INGERSOLL developed the world's first high-speed machining center in 1985. By the mid-1990s, high-speed machining technology has developed rapidly in the world machine tool industry, especially with CNC. Advances in technology, agile flexible production lines consisting of high-speed machining centers, have been widely used and recognized in the automotive engine industry. Large auto companies such as Shanghai GM, Shanghai Volkswagen, Shenyang Aerospace Mitsubishi, FAW Volkswagen, and Changan Automobile have already purchased a number of agile flexible production lines from abroad. In order to quickly adapt to the needs of the market, Dalian Machine Tool Group developed the first high-speed machining center in 2000. With the continuous maturity of technology, from 2003 to now, Dalian Machine Tool Group has provided a number of agile flexible production for domestic automobile engine factories. The system has truly replaced EI, filling the gap of domestic high-speed and flexible technology, and achieving the leap from the rigid production line to the flexible production line in the machine tool industry; the DF150 production line is the agile flexible production line developed by Dalian Machine Tool Group for Dongfeng Automobile Factory.
1. Formulation of the overall plan for an agile flexible production line
According to the customer's request, the production line consists of high-speed machining center and truss manipulator, model DF150, completes the hole processing on both sides of the engine block and on both sides; the overall plan of the production line is based on the processed parts to be processed on the production line. The content and accuracy requirements, the annual production of the steel collar (beat), to determine the production process of the production line, as well as the cutting parameters of each process, the number of machine tools, and the entire process of delivery. The condition of the machined parts is shown in Figure 1.
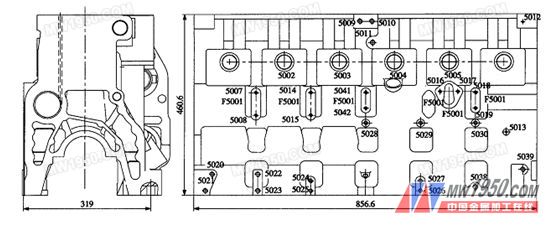
Figure 1. Map of the machined part
(1) Name of the machined part: rigid body
(2) Beat: 4.2 minutes
(3) Processing content: two sides, and the pores on both sides
(4) According to the condition of the machined parts and the beat, formulate the processing method, design the processing schematic, select the reasonable cutting parameters for each process, and then calculate the required time. The calculation process is not described here in detail.
2. The layout of an agile flexible production line
Under the condition that the processing method and cutting parameters are determined, after detailed calculation, under the premise of ensuring a production cycle of 4.2 points, it is finally determined that the flexible line consists of four high-speed machining centers and one intelligent logistics system, and the left and right sides of the rigid body are The holes on the surface and the holes on the surface are all processed; however, there are actually 4 reserved stations for use in the future expansion of production scale, as shown in Figure 2.
C1 and C2, C3 and C4, C5 and C6 machine tools are all in parallel, processing the same content; now C1, C3, C5 machine tools are used in tandem to meet the current production cycle requirements, but according to the user's future production program Requirement, reserve C2, C4, C6 stations, and then invest again according to capital and market conditions, this is the benefit of flexible lines.
| Previous page | 1 | 2 | 3 | Next page |
Forklift Caster,Castors With Brakes,Forklift Caster Wheels,Caster Wheels With Brakes
JIANGSU SHENPAI CASTER CO., LTD , https://www.shenpaicaster.com